
Using bushing in slipjoint is a personal preference. Slipjoint knives have been made for decades without them. I like to use them for two reasons. Firstly, I think they add a bit of smoothness to the action. Secondly, the make peening the pivot pin a bit easier.
When you use bushings, the final goal is to have the blade rotate around the bushing. The bushing does not rotate around the pivot pin.
The only place I have found bushings to date is at K&G Supply. They are 3/16 outside, 3/32 inside and 1/8 thick. Please measure these bushings as they are not made with very close tolerances.
Drill and ream out your pivot hole to accept the 3/16 bushing. I start with a #14 Drill (.182) and ream to size. I then use a barrel lap and polish the inside of the pivot with Clover 1000 grit polishing compound.
The tool shown below is simply a piece of 3/16ths rod threaded with a 1-72 screw. This allows me to chuck the bushing in the drill press and polish the outside to 1500 grit.

In order to have the blade rotate on the bushing and not the pivot, the bushing needs to be thicker than the blade. I try to hone the bushing so it is .001 thicker than the blade. When peening the pivot pin, the liners will be resting against the bushing and not the blade which will allow for a smooth action.
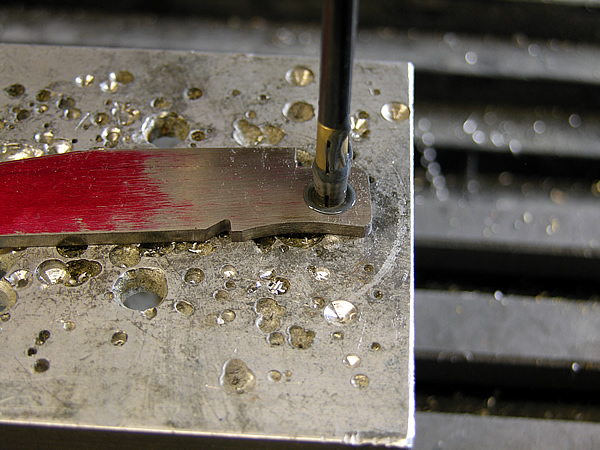
The tool below is a block of hardened 01 Tool Steel with a 3/16ths hole. This is used to hone the bushing to the exact needed thickness while keeping it square.
